
تُعدّ تشققات القوالب مشكلة شائعة في التصنيع الدقيق. فمن قولبة الحقن إلى صب القوالب، حتى التشققات السطحية البسيطة قد تؤدي إلى عيوب في المنتج، وتأخيرات تشغيلية، وزيادة في تكاليف الصيانة. أما طرق الإصلاح التقليدية، مثل لحام القوس الكهربائي بالغاز الخامل أو اللحام بالنحاس، فغالباً ما تُولّد حرارة زائدة، مما يُسبب تشوهاً وإجهاداً متبقياً وفترات توقف طويلة.آلات لحام القوالب بالليزرنقدم حلاً يوفر إصلاحات دقيقة تعيد سلامة العفن دون المساس بشكله الهندسي.
تستكشف هذه المقالة كيف تقوم آلات اللحام بالليزر للقوالب بإصلاح الشقوق دون التسبب في تشوه، ولماذا تتفوق هذه التقنية على الطرق التقليدية، والمبادئ التقنية التي تضمن دقة الإصلاح.
فهم التحدي: لماذا يصعب إصلاح الشقوق
تُصمَّم مواد القوالب، بما في ذلك فولاذ الأدوات مثل H13 وP20 وNAK80 وS136، لتحقيق الصلابة ومقاومة التآكل. وعندما يظهر شرخ، يتطلب إصلاحه موازنة ثلاثة عوامل حاسمة:
- مدخل حراري متحكم به– يمكن أن تتسبب الحرارة الزائدة في تمدد المعدن المحيط وتشوهه.
- تقليل المنطقة المتأثرة بالحرارة (HAZ)– يمكن أن تؤدي المناطق المتأثرة بالحرارة الكبيرة إلى إضعاف المناطق المجاورة وتؤدي إلى عدم استقرار الهيكل.
- الحفاظ على التفاوتات الدقيقة– تتميز العديد من القوالب بأشكال معقدة وأبعاد دقيقة؛ حتى التشوه الطفيف يمكن أن يؤثر على جودة القطعة.
غالباً ما تفشل عمليات اللحام التقليدية في تلبية هذه المتطلبات. فتوزيع الحرارة الواسع، واستخدام كميات كبيرة من مواد الحشو، والتبريد البطيء، كلها عوامل تُسبب تشوهات وتركيزات للإجهاد. كما أن عمليات التشغيل أو التلميع بعد اللحام قد تُغير الأبعاد بشكل أكبر، مما قد يجعل القالب غير قابل للاستخدام في بعض الأحيان.
تتغلب آلات اللحام بالليزر للقوالب على هذه التحديات من خلال التحكم في الحرارة وترسيب المواد بدقة لا مثيل لها.
طاقة مركزة لإصلاحات دقيقة
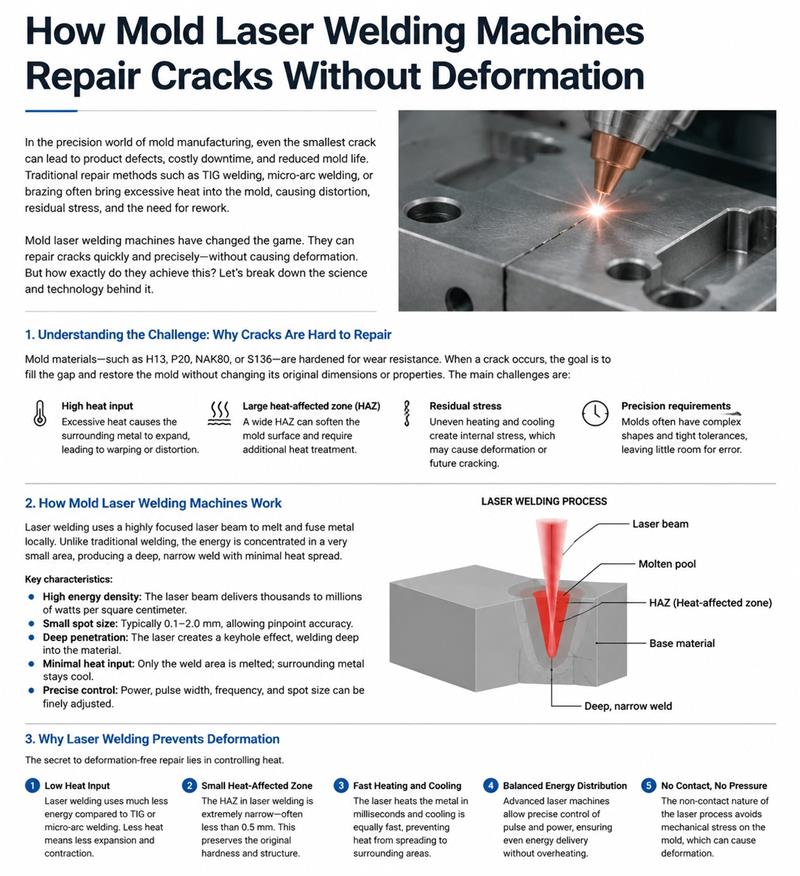
السبب الرئيسي الذي يجعل اللحام بالليزر يمنع التشوه هوتوصيل الطاقة المركزةعلى عكس لحام القوس الكهربائي، الذي يوزع الحرارة على مساحة واسعة، يركز لحام الليزر آلافًا إلى ملايين الواط لكل سنتيمتر مربع على بقعة صغيرة. هذا الشعاع الضيق:
- يتغلغل بعمق في الشق دون أن يؤدي إلى ارتفاع درجة حرارة المناطق المحيطة.
- يُنشئ لحامًا عميقًا وضيقًا يدمج المادة بالكامل مع الحفاظ على الشكل الأصلي للقالب.
- يحد من المنطقة المتأثرة بالحرارة، والتي غالباً ما تكون أقل من 0.5 مم، مما يحافظ على الصلابة والاستقرار الأبعاد.
من خلال التحكم في تركيز الطاقة، يسمح اللحام بالليزر للمشغلين بإصلاح المنطقة المتضررة فقط، مما يمنع التمدد الحراري أو الانكماش من الانتشار إلى ما وراء الشق.
ترسيب الحشو الطبقي
تستخدم آلات اللحام بالليزر للقوالب دقة عالية،ترسيب الحشو الطبقيبدلاً من إغراق الشق بمادة زائدة، تقوم الآلة ببناء الإصلاح تدريجياً:
- يتم وضع كميات صغيرة من المعدن الحشو المتوافق طبقة تلو الأخرى.
- يتم صهر كل طبقة ودمجها باستخدام شعاع الليزر، مما يشكل بنية متجانسة.
- تستمر العملية حتى يتم ملء الشق بالكامل، مع الحفاظ على المحاذاة مع الشكل الهندسي الأصلي للقالب.
يتجنب هذا النهج المتحكم فيه الإفراط في التعبئة، ويقلل من الحاجة إلى الطحن أو التلميع، ويضمن احتفاظ القالب الذي تم إصلاحه بتفاوتاته الأصلية.
التدفئة والتبريد السريع
ومن العوامل الرئيسية الأخرى التي تمنع التشوه ما يلي:دورة تسخين وتبريد سريعةفي لحام الليزر، يقوم الليزر المركز بتسخين منطقة الشق في أجزاء من الثانية، مكوناً بركة منصهرة فقط عند الضرورة. وبعد ذلك مباشرة، تبرد المادة وتتصلب، مما يمنع انتشار الإجهاد الحراري إلى المناطق المجاورة.
في اللحام التقليدي، غالباً ما تتسبب معدلات التسخين والتبريد البطيئة في انكماش غير متساوٍ، مما يؤدي إلى إجهاد وتشوه. يقلل اللحام بالليزر من هذه التأثيرات، مما يسمح للقوالب بالحفاظ على سلامتها الهيكلية ودقة هندسة سطحها بعد الإصلاح.
الأتمتة والتوجيه باستخدام الحاسوب لتحقيق الدقة
غالبًا ما تتضمن آلات اللحام بالليزر الحديثة للقوالب ما يلي:أنظمة التوجيه باستخدام الحاسوب، والأذرع الروبوتية، وأنظمة الرؤيةوهذا يسمح بما يلي:
- اتباع دقيق لمخططات القوالب الرقمية.
- وضع اللحام بشكل متسق، حتى على الأشكال الهندسية المعقدة.
- تجنب الأخطاء البشرية التي قد تؤدي إلى تغيير المحاذاة أو إدخال حرارة زائدة.
بالنسبة للقوالب ذات الميزات المعقدة، تضمن الأتمتة إجراء الإصلاحات بالضبط في المكان المطلوب، مما يحافظ على الوظائف الأصلية للقالب ويقلل من خطر التشوه.
بدون تلامس، إجهاد ميكانيكي ضئيل
اللحام بالليزر هوعملية بدون تلامسوهذا يعني عدم تطبيق أي ضغط ميكانيكي على القالب أثناء الإصلاح. قد تُسبب طرق اللحام التقليدية، وخاصةً الطرق الميكانيكية أو طرق التثبيت، إجهادًا إضافيًا يُشوه القالب. أما اللحام بالليزر، بفضل طبيعته غير التلامسية، فيُزيل هذا الخطر، ويحافظ على سلامة القالب الهيكلية، مع إمكانية إجراء الإصلاحات في المناطق الحساسة أو التي تتطلب دقة عالية.
تبسيط ما بعد المعالجة
بفضل قدرة اللحام بالليزر على إنتاج طبقات ناعمة ومتساوية بأقل قدر من التشوه، تكون عمليات المعالجة اللاحقة في الغالب بسيطة. وهذا يقلل الحاجة إلى التجليخ أو التلميع أو عمليات التشغيل الإضافية، والتي قد تُغير أبعاد القالب أو تُسبب عيوبًا في السطح. ويستفيد المصنّعون من سرعة أكبر في إنجاز العمل، وتحسين جودة المنتج، وخفض تكاليف العمالة.
خاتمة
آلات لحام القوالب بالليزرتوفر هذه الآلات حلاً عالي الدقة لإصلاح الشقوق دون تشويه. فمن خلال الجمع بين الطاقة المركزة، وترسيب الحشو المتحكم فيه، والتسخين والتبريد السريعين، والتشغيل الآلي الموجه بواسطة الحاسوب، والمعالجة غير التلامسية، تحافظ هذه الآلات على هندسة القالب وسلامته مع استعادة وظائفه الكاملة.
بالنسبة للمصنّعين الذين يتعاملون مع قوالب عالية الدقة، لا يقتصر دور اللحام بالليزر على تقليل وقت التوقف وتكاليف الإصلاح فحسب، بل يمتد ليشمل إطالة عمر القالب وضمان جودة إنتاج متسقة. ويتيح اعتماد هذه التقنية للمصانع الحفاظ على دقة عالية في القياسات، وتقليل هدر المواد، وتحسين الكفاءة العامة، مما يمنحها ميزة واضحة على طرق اللحام التقليدية.
في بيئة التصنيع التنافسية اليوم، تُعدّ القدرة على إصلاح القوالب بسرعة ودقة ودون تشويه عاملاً حاسماً بين تحقيق أهداف الإنتاج وتجنّب التأخيرات المكلفة. توفر آلات لحام القوالب بالليزر هذه الإمكانية، مما يجعلها أدوات لا غنى عنها لصيانة القوالب الحديثة.
تاريخ النشر: 6 مايو 2026
